A causa del carico pesante, della lubrificazione inadeguata delle parti mobili e del complicato ambiente di lavoro della pressa piegatrice, è molto facile causare l'usura o lo sforzo delle parti mobili. Questo articolo analizzerà i guasti meccanici comuni e la manutenzione delle presse piegatrici idrauliche:
Difetto1. Tempo di pausa lungo per il punto di cambio velocità del cursore
1-1. La cavità superiore del cilindro aspira aria e la pressione si accumula a lungo (la tubazione autoadescante perde).
1-2. La portata della valvola di riempimento o della tubazione autoadescante è ridotta oppure la velocità di scorrimento è troppo elevata, causando l'aspirazione dell'ago.
1-3. La valvola di riempimento non è completamente chiusa e la pressione nella cavità superiore rallenta.
1-4. Dopo aver attivato la valvola di rallentamento, chiudere la valvola di riempimento e la cavità superiore non può aspirare olio.
1-5. La posizione errata della valvola proporzionale comporta aperture diverse e non sincronizzate.
1-6. Ridurre la velocità di riduzione rapida per vedere se il test si interrompe.
1-7. L'entità della pressione di discesa rapida ha effetto sulla chiusura della valvola di riempimento e la pressione di discesa rapida viene eliminata.
1-8. Regolare i parametri di pressione nella fase di ritardo prima dell'avanzamento del lavoro.
1-9. Il foro di smorzamento della linea di controllo della valvola di riempimento è troppo piccolo, formando una differenza di pressione.
1-10. Parametri del sistema CNC (ritardo prima del rallentamento).
1-11. Parametri del sistema CNC (il parametro del guadagno diminuisce a una velocità inferiore).
1-12. Controllare se il livello dell'olio del serbatoio del carburante è troppo basso, la porta di riempimento non è allagata e la cavità superiore del cilindro è piena di liquido durante l'avanzamento rapido, causando un riempimento insufficiente. Per i motivi di cui sopra, aggiungere olio dal serbatoio a più di 5 mm sopra la porta di riempimento in modo che il foro di riempimento sia completamente allagato.
1-13. Controllare se la valvola di riempimento è completamente aperta. Se è dovuto alla contaminazione dell'olio, il nucleo della valvola di riempimento non è flessibile e bloccato, causando un riempimento insufficiente. È necessario pulire la valvola di riempimento e reinstallarla per rendere flessibile la bobina.
1-14. Controllare se la velocità di avanzamento rapido è troppo elevata, causando un riempimento insufficiente. Per i motivi di cui sopra, la velocità di avanzamento rapido può essere ridotta modificando i parametri di sistema.

Guasto2. Quando il dispositivo di scorrimento è in funzione, la direzione verso il basso non è verticale e un rumore anomalo.
Questo tipo di guasto è dovuto al lungo tempo di utilizzo della rotaia di guida, alla lubrificazione anomala della rotaia di guida e all'aumento del gioco dovuto all'usura. È necessario controllare il grado di usura dello spingidisco del binario di guida e regolarlo nuovamente per soddisfare il gioco richiesto. Determinare se sostituire la piastra di pressatura del binario di guida in base al grado di usura. Se il ceppo è grave, deve essere sostituito.
2.1. La piastra di pressione originale è incollata con plastica. Prestare attenzione alla durezza della plastica incollata e alla superficie di incollaggio del binario di guida. Dopo aver raschiato, assicurarsi che la superficie di incollaggio sia superiore all'85% e aprire un serbatoio dell'olio lubrificante a zigzag.
2.2. All'interno della piastra di pressatura originale è presente un tappo di metallo. Per scegliere una lastra di bronzo allo stagno o una ghisa sferoidale, la superficie di incollaggio viene elaborata da una smerigliatrice, il bullone di collegamento è più basso della superficie di incollaggio e la scanalatura dell'olio lubrificante a zigzag viene aperta.
Guasto 3. La dimensione del calibro posteriore è incoerente su entrambe le estremità
L'errore su entrambe le estremità è piccolo, entro 2 mm. Verificare che la struttura della trasmissione meccanica X1/X2 non presenti guasti. L'errore può essere eliminato regolando il dito. Se non ci sono guasti nella struttura di trasmissione meccanica (come cuscinetti, viti a ricircolo di sfere, guide lineari, ruote di trasmissione, cinghie di trasmissione, ecc.), eliminare il guasto. Regolare nuovamente entro la tolleranza del parallelismo e reinstallare il dispositivo di trasmissione sincrono.
Guasto 4. Nessun movimento dell'albero dell'ingranaggio posteriore su entrambe le estremità
Il motivo del guasto della trasmissione dell'albero del registro posteriore potrebbe essere che l'albero di trasmissione è separato dalla ruota della cinghia di distribuzione, dalla barra chiave o dalla cinghia di distribuzione che scivola via. Il driver dell'albero di arresto e il servomotore sono difettosi e il sistema di controllo del computer superiore è difettoso. Tali guasti devono verificare e confermare la causa del guasto, riparare o sostituire i componenti guasti ed eliminare il guasto.

Guasto 5. Rumore eccessivo della pompa dell'olio (riscaldamento troppo rapido), danni alla pompa dell'olio
5-1. La linea di aspirazione della pompa dell'olio perde o il livello del liquido nel serbatoio dell'olio è troppo basso, causando lo svuotamento della pompa dell'olio.
5-2. La temperatura dell'olio è troppo bassa e la viscosità dell'olio è troppo alta, con conseguente elevata resistenza all'assorbimento dell'olio.
5-3. Il filtro dell'olio della bocca di aspirazione è intasato e l'olio è sporco.
5-4. La pompa è danneggiata (ferita quando la pompa è installata) da qualsiasi colpo.
5-5. Problemi di installazione del giunto, come un eccessivo serraggio assiale, l'albero del motore e l'albero della pompa dell'olio non sono concentrici.
5-6. Dopo che la pompa è stata installata, si inverte per molto tempo o non fa rifornimento durante la macchina di prova.
5-7. Il filtro dell'olio ad alta pressione in uscita è ostruito o la portata non è a norma.
5-8. La pompa dell'olio aspira (c'è olio, ma c'è aria nella porta di aspirazione della pompa dell'olio).
5-9. Se si tratta di una pompa a pistoni, l'altezza della linea della porta di ritorno dell'olio potrebbe essere impostata su un valore troppo basso.
5-10. Se si tratta di una pompa dell'olio HOEBIGER, potrebbe essere sgonfia.
5-11. La temperatura dell'olio è troppo alta e la viscosità diminuisce (entro 60°C).
5-12. L'olio idraulico contiene acqua, che può causare ostruzioni e danni all'elemento filtrante ad alta pressione.

Guasto 6. Nessun rallentamento del movimento del cursore
6-1. Se la valvola direzionale proporzionale elettromagnetica ha un segnale elettrico o se il cursore ha qualche azione o è bloccato.
6-2. Il sistema non può creare pressione.
6-3. La valvola di riempimento è bloccata o l'anello di tenuta della valvola di riempimento perde.
6-4. Se la valvola lenta ha un segnale elettrico o è bloccata.
6-5. La contropressione è troppo alta o rallenta la pressione è troppo bassa.

Guasto 7. Quando il cursore si muove lentamente, vibra, oscilla e fa rumore
7-1. L'olio in pressione scaricato dal cilindro contiene bolle d'aria.
7-2. La forza di attrito della guida di scorrimento è troppo grande, indipendentemente dalla presenza di olio lubrificante.
7-3. Lo spazio tra la superficie di montaggio della piastra di guida è ampio o la parte superiore e inferiore non sono uniformi.
7-4. Il livello del rack e del banco da lavoro non è regolato correttamente.
7-5. La valvola di bilanciamento è bloccata.
7-6. Controllare se la valvola di sgancio rapido è eccitata e aperta.
7-7. Il parametro del sistema di controllo numerico (guadagno) o l'impostazione della velocità di avanzamento del lavoro è troppo grande.
7-8. La valvola di contropressione è allentata e la resistenza su entrambi i lati è diversa.
7-9. Se la bobina della valvola proporzionale del solenoide è polarizzata e se il segnale di posizione neutra della valvola proporzionale è corretto.
7-10. Se il segnale della servovalvola proporzionale è disturbato, il metodo di ispezione è lo stesso di cui sopra.
7-11. L'asta del pistone è bloccata saldamente dall'anello di tenuta del cilindro dell'olio e la resistenza è elevata (cambiare il test dell'anello di tenuta rigido in PTFE).
7-12. La rondella sferica sul righello del reticolo non è installata, il sedile scorrevole non si muove agevolmente e si è verificato un problema con la linea di comunicazione del righello del reticolo.
7-13. La curva di pressione è sbagliata, la pressione non è sufficiente durante il lavoro.
7-14. L'O-ring di tenuta della pressione della valvola di riempimento produce una piccola perdita.

Guasto 8. Grande deviazione della sincronizzazione durante il rallentamento
8-1. Guasto del sistema di rilevamento sincrono (scala del reticolo).
8-2. Valvola direzionale proporzionale.
8-3. Perdita della valvola di abbassamento rapido.
8-4. Il grande divario nella contropressione su entrambi i lati.
8-5. La temperatura dell'olio è troppo bassa.
8-6. Stringa d'olio nelle camere superiore e inferiore del cilindro.
8-7. Parametri del sistema CNC.


Guasto 9. Errore angolo di piegatura
9-1. Verificare se la deflessione di compensazione del cilindro di compensazione è ampia e se non è possibile ripristinare completamente la posizione zero.
9-2. Controllare se il bloccaggio rapido è allentato.
9-3. Controllare se ci sono cambiamenti nel punto morto inferiore di ogni piegatura.
9-4. Controllare se la piastra a forma di arco è installata correttamente e se il foro della vite è morto.
9-5. Cambiamenti nella lastra stessa (spessore, materiale, sollecitazione).
9-6. Il righello della griglia è allentato?
9-7. Precisione di posizionamento imprecisa: il valore di zero offset della valvola proporzionale è appropriato? Il posizionamento non può raggiungere il punto morto inferiore, rendendo impossibile il ritorno.

Guasto 10. Perdita d'olio nelle linee idrauliche o scoppio dei tubi
10-1. Controllare se l'installazione del tubo dell'olio soddisfa i requisiti (lunghezza estesa, diametro del tubo, spessore della parete, ghiera, dado troppo stretto, troppo allentato, raggio di curvatura, ecc.).
10-2. Se il tubo ha un impatto o una vibrazione.
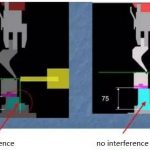
10-3. Verificare se la tubazione interferisce o si scontra con altre.
10-4. La tubazione non è fissata da fascette stringitubo.
Guasto 11. Precauzioni durante l'installazione e la manutenzione dell'impianto idraulico
11-1. Le valvole sigillate con vernice non devono essere smontate da sole, né tanto meno regolate.
11-2. La valvola funziona normalmente dopo la pulizia, deve essere sostituita con olio nuovo e pulito immediatamente il serbatoio dell'olio.
11-3. La pompa dell'olio non deve subire urti o urti durante l'installazione e la pompa dell'olio deve essere rifornita di carburante prima del collaudo.
11-4. Quando si installa ciascuna valvola, è possibile trasportare solo il suo corpo valvola e nessuna valvola solenoide deve essere toccata.
prodotti correlati
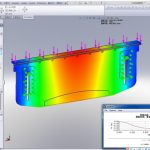
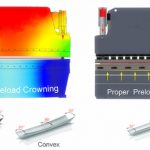
 Perché aggiungere un sistema di compensazione a una pressa piegatrice
Perché aggiungere un sistema di compensazione a una pressa piegatrice- Come utilizzare la cesoia a ghigliottina
- 6 consigli sull'antigelo laser
- Guasti comuni e metodi di risoluzione dei problemi della pressa idraulica a quattro colonne da 100 t
- Quanti tipi di presse piegatrici idrauliche
- Il principio di funzionamento e la composizione della piegatrice per presse piegatrici CNC
- Guasti comuni e metodo di risoluzione dei problemi per la pressa idraulica a quattro colonne
- Regole di funzionamento sicuro della pressa idraulica
- Come effettuare la compensazione della flessione per la piegatrice per lamiera CNC
- Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?