Le piegatrici idrauliche/presse piegatrici idrauliche possono essere suddivise in base al metodo di sincronizzazione: piegatrici a coppia sincrona idraulica, pressa piegatrice CNC e pressa piegatrice cnc elettroidraulica e possono essere suddivise nei seguenti tipi di movimento: ad azione ascendente, ad azione discendente .
La piegatura della pressa piegatrice richiede diversi metodi di approccio per ottenere i risultati desiderati necessari. Dalla formatura dei pali delle torri eoliche agli intricati componenti dell'armadio elettrico, le presse piegatrici sono uno strumento vitale per il fabbricante e sapere che non tutte le piegature sono uguali è una chiave per il loro buon funzionamento. Comprendere il processo, gli utensili e il materiale (poiché tutti i metalli piegati rispondono in modo diverso a ciascun processo di piegatura) è fondamentale per ottenere parti accurate in modo rapido e ripetuto.
piegatrice a coppia sincrona idraulica / pressa piegatrice a coppia sincrona idraulica

I doppi cilindri controllano il movimento del cursore su e giù
Sincronizzazione meccanica della coppia
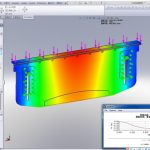
Pressa piegatrice CNC e pressa piegatrice elettroidraulica


Presse piegatrici CNC: questi tipi di freni hanno la massima precisione e capacità di personalizzazione, utilizzando la tecnologia informatica per controllare la precisione e aumentare l'efficienza. Quando si utilizzano presse freno CNC, dati come angolo di piegatura, spessore della lamiera, larghezza e pendenza vengono inseriti in un controller da un operatore addestrato e il freno gestisce facilmente il resto.
Come calcolare il tonnellaggio della pressa piegatrice

Durante il processo di piegatura, la forza tra gli stampi superiore e inferiore viene applicata al materiale, provocando la deformazione plastica del materiale. Il tonnellaggio di lavoro si riferisce alla pressione di esagerazione quando il suono è piegato. I fattori che influenzano la determinazione del tonnellaggio di lavoro sono: raggio di curvatura, metodo di curvatura, rapporto matrice, lunghezza del gomito, spessore e resistenza del materiale di curvatura, ecc.
I calcoli del tonnellaggio di formatura della pressa piegatrice sono relativamente facili. Il trucco è sapere dove, quando e come applicarli. Iniziamo con il calcolo del tonnellaggio, che si basa sul punto in cui si interrompe la resa del materiale e inizia la curvatura vera e propria. La formula si basa su acciaio laminato a freddo AISI 1035 con resistenza alla trazione di 60.000 PSI. Questo è il nostro materiale di base. La formula di base è la seguente:

P: Forza di flessione (kn)
S: spessore piastra (mm)
L:larghezza piastra (m)
V: larghezza della fessura della matrice inferiore (mm)

Esempio 1:
S=4mm L=1000mm V=32mm, guarda la tabella e ottieni P=330kN
2. Questa tabella è calcolata sulla base di materiali con resistenza Оb=450N/mm2. Quando si piegano altri materiali diversi, la pressione di piegatura è il prodotto dei dati nella tabella e dei seguenti coefficienti;
Bronzo (morbido): 0,5; acciaio inossidabile: 1,5; alluminio (morbido): 0,5; acciaio al cromo molibdeno: 2,0.
Formula approssimativa di calcolo per la pressione di flessione: P=650s2L/1000v
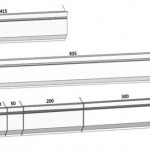
La dimensione della curva più piccola:
A. Piegatura/piegatura singola:


B. Piegare/piegare Z


Esempio 2:
Spessore lamiera S=4mm, larghezza L=3m, ob=450N/mm2
Generalmente larghezza della fessura V=S*8 Pertanto P=650423/4*8=975(KN)= 99,5 (Ton)
Il risultato è molto vicino ai dati nel grafico della forza di flessione.
Come puoi vedere, il metodo n. 1 per calcolare il tonnellaggio della pressa piegatrice si basa sul materiale in acciaio dolce.
E se il materiale è acciaio inossidabile, alluminio o ottone?
È semplice, moltiplica i risultati calcolati dalla formula precedente per i coefficienti della tabella seguente:
| Materiale | Coefficienti |
| Acciaio dolce | 1 |
| Acciaio inossidabile | 1.6 |
| Alluminio | 0.65 |
| Ottone | 0.5 |
prodotti correlati
 Cina Pressa piegatrice stampo
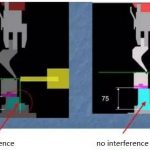
Cina Pressa piegatrice stampo- Perché aggiungere un sistema di compensazione a una pressa piegatrice
- Guasti meccanici comuni e manutenzione di macchine piegatrici per presse piegatrici
- Come scegliere lo stampo adatto per la piegatrice per presse piegatrici
- Il principio di funzionamento e la composizione della piegatrice per presse piegatrici CNC
- 2021 Guida definitiva alla macchina per freni in metallo
- 4 passaggi per conoscere il sistema E21 di piegatrice lamiera CNC
- Cina Pressa piegatrice da 40 tonnellate
- Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?
- Guasti comuni e metodi di risoluzione dei problemi della pressa idraulica a quattro colonne da 100 t