Il punzone/matrice della pressa piegatrice è diviso in stampi superiori e inferiori, che vengono utilizzati per lo stampaggio di lamiere, stampi per la formatura e la separazione. Lo stampo per la formatura ha una cavità e lo stampo per la separazione ha un tagliente. Il punzone/matrice della pressa piegatrice ha una grande influenza sulla precisione del pezzo. Nel processo di piegatura, lo stampo è tutto ciò che entra in contatto con il pezzo.
Gli stampi della pressa piegatrice della piegatrice/pressa piegatrice sono a forma di L, a forma di R, a forma di U, a forma di Z, ecc. Lo stampo superiore è principalmente di 90 gradi, 88 gradi, 45 gradi, 30 gradi, 20 gradi, 15 gradi, ecc. angolo. Lo stampo inferiore ha una doppia scanalatura da 4 ~ 18V e una scanalatura singola con diverse larghezze della scanalatura, nonché uno stampo inferiore R, uno stampo inferiore ad angolo acuto, uno stampo appiattito, ecc.

Altissima precisione
È molto importante che la precisione dello stampo influisca notevolmente sulla precisione del pezzo durante il processo di piegatura. L'usura dello stampo deve essere verificata prima dell'uso. Il metodo di ispezione consiste nel misurare la lunghezza dall'estremità anteriore dello stampo superiore alla spalla e la lunghezza tra la spalla dello stampo inferiore. Per gli stampi convenzionali, la deviazione per metro dovrebbe essere di circa ±0,0083 mm e la deviazione della lunghezza totale non dovrebbe essere maggiore di ±0,127 mm. Per quanto riguarda lo stampo di rettifica di precisione, la precisione per metro dovrebbe essere ±0,0033 mm e la precisione totale non dovrebbe essere maggiore di ±0,0508 mm. In genere si consiglia di utilizzare stampi per rettifica fine per piegatrici elettroidrauliche o piegatrici ad albero di torsione, e stampi convenzionali per piegatrici manuali.
La sezione degli utensili della pressa piegatrice CNC come di seguito:

Installazione fissa automatica
Lo stampo superiore viene installato quando il cursore sale al punto morto superiore e il sistema di bloccaggio dello stampo può mantenere più stampi in posizione fino all'applicazione della pressione di bloccaggio.
Sistema di bloccaggio idraulico
Il sistema di bloccaggio idraulico è il metodo di bloccaggio più efficace. Sia le macchine nuove che quelle vecchie possono utilizzare questo sistema di bloccaggio, risparmiando tempo e denaro. Se la superficie portante della vecchia piegatrice è danneggiata, il sistema di bloccaggio idraulico sarà la scelta migliore per rimediare al danno, migliorando anche l'efficienza del bloccaggio e dell'installazione.

Spremere automaticamente in posizione
Quando viene applicata la pressione di serraggio, lo stampo superiore viene sollevato e schiacciato automaticamente in posizione. Ciò elimina la necessità di premere lo stampo superiore sul fondo dello stampo durante il processo di piegatura.
La scelta del pugno/morire
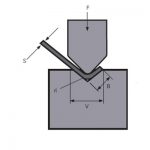
Innanzitutto, determinare lo spessore del foglio da piegare. Ad esempio, si desidera piegare lastre di spessore compreso tra 0,75 mm e 6,30 mm. Quindi, moltiplicare lo spessore del foglio più sottile per 8 per stimare la dimensione minima della matrice V richiesta. In questo esempio, una lastra da 0,75 mm è lo stampo minimo richiesto, quindi 0,75×8=6. Terzo, moltiplicare lo spessore del foglio più spesso per 8 per stimare la dimensione massima dello stampo a V richiesta.
Principio 8 volte
Vale a dire, l'apertura dello stampo a V dovrebbe essere 8 volte lo spessore del foglio. Moltiplicare lo spessore del foglio per 8 per selezionare lo stampo più vicino. Ad esempio, una lastra spessa 1,5 mm richiede uno stampo da 12 mm (1,5×8=12 mm). Se si tratta di una lastra da 3,0 mm, è necessario uno stampo da 24,0 mm. (3,0×8=24,0). Questo rapporto può fornire la migliore scelta dell'angolo, motivo per cui molte persone la chiamano la "scelta migliore". Anche la maggior parte dei diagrammi di piegatura pubblicati sono centrati su questa formula.
Regole di selezione del modello
La regola di selezione per la piegatura di pezzi a L è che non ci sono regole, è possibile utilizzare quasi tutte le matrici superiori. Quindi, quando si scelgono gli stampi superiori per un gruppo di pezzi, i pezzi a forma di L possono essere considerati ultimi, perché quasi tutti gli stampi superiori possono piegarli. Quando si piegano questi pezzi a forma di L, si consiglia di utilizzare stampi superiori che possono piegare anche altri pezzi. Al momento dell'acquisto di stampi, meno è, meglio è. Questo non solo per ridurre al minimo i costi degli stampi, ma anche per ridurre il numero di forme di stampi richieste e per ridurre i tempi di installazione.


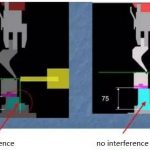
Quando la sezione superiore del pezzo è più lunga della sezione inferiore, è necessaria una matrice a collo di cigno. Quando la sezione superiore del pezzo è più corta della sezione inferiore, qualsiasi matrice superiore va bene. Quando la sezione superiore e la sezione inferiore del pezzo hanno la stessa lunghezza, è necessaria una matrice superiore ad angolo acuto. In sintesi, la regola di selezione dello stampo superiore dipende principalmente dall'interferenza del pezzo, ed è qui che il software di simulazione della piegatura può svolgere un ruolo importante. Se il sistema utilizzato non è in grado di simulare la situazione di piegatura, è possibile utilizzare il disegno con lo sfondo della griglia per verificare manualmente l'interferenza del pezzo superiore dello stampo, come mostrato nella figura seguente.


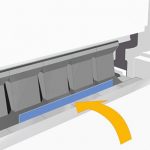
Nessuno stampo per intagli
Quasi tutti i tipici stampi per piegatrici a V lasceranno dei segni sul pezzo, questo perché il metallo viene premuto nello stampo durante la piegatura. Nella maggior parte dei casi, i segni sono piccoli o accettabili. L'aumento del raggio può ridurre i segni. Ma a volte anche i segni più piccoli sono inaccettabili, come lastre verniciate o lucidate prima della piegatura. Gli inserti in nylon possono essere utilizzati per eliminare le rientranze, come mostrato nella figura seguente. La piegatura senza rientranze è particolarmente importante per i componenti aeronautici o aerospaziali fabbricati perché è difficile per gli ispettori ispezionare una parte ad occhio nudo e distinguere graffi e crepe.

prodotti correlati
 Come scegliere il tonnellaggio della pressa idraulica
Come scegliere il tonnellaggio della pressa idraulica- WILA Soluzione efficiente per piegare lastre medie e spesse
- Usa le abilità della piegatrice CNC
- Sequenza di piegatura convenzionale e specifica dell'uso quotidiano dello stampo della piegatrice
- Calcolo della forza di piegatura durante la piegatura libera della piegatrice per lamiera
- Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?
- Quanti tipi di presse piegatrici idrauliche
- Perché aggiungere un sistema di compensazione a una pressa piegatrice
- Cos'è l'incoronazione della pressa piegatrice
- Come calcolare l'indennità di piegatura per la pressa piegatrice