Hai la tua pressa piegatrice, impostata per piegare il materiale esattamente dove lo desideri, all'esatta angolazione richiesta dal lavoro. La tua formatura è in forma, i tuoi numeri sono stati schiacciati e la tua fidata pressa piegatrice sta solo aspettando di fare il suo dovere.

Ma c'è una cosa fondamentale che viene facilmente trascurata e capire come funziona e, soprattutto, come configurarla è fondamentale. Stiamo ovviamente parlando del processo di incoronazione.
La coronatura entra in gioco ogni volta che vengono piegate parti lunghe o grandi, può anche essere utile su presse piegatrici più lunghe e pesanti e quelle all'estremità superiore della scala di potenza. Quando il carico viene applicato per formare una curva, si verifica un certo grado di deflessione. Ciò provoca la deformazione e ciò significa che se la piega è precisa alle estremità, grazie al sistema servo-idraulico e ai pistoni alle estremità della trave, potrebbe non essere sempre il caso più vicino al centro del pezzo.
Questo non è un caso di errore dell'operatore o un problema con la tua pressa piegatrice; è più un semplice fatto della scienza dei materiali e della fisica. Il processo di compensazione di quel fenomeno è, in poche parole, il coronamento.
Per garantire una piegatura uniforme su tutta la lunghezza di un pezzo in lavorazione è fondamentale un sistema di bombatura, che può trovarsi nella trave della pressa piegatrice, nella tavola stessa o anche in entrambi. Garantisce che gli angoli al centro del raggio corrispondano a quelli alle estremità, compensando quella deflessione esattamente dove è necessaria la compensazione. La bombatura idraulica tende ad essere integrata nelle presse piegatrici di oggi; ci sono anche sistemi a cuneo CNC che potrebbero essere offerti come componenti aggiuntivi dal fornitore di utensili o dal produttore di presse piegatrici.
1. Canto idraulico
Sul telaio della pressa piegatrice, oltre all'installazione di due cilindri idraulici su due lati, installare un altro due cilindri idraulici ausiliari al centro della macchina. In fase di discesa, il cilindro ausiliario si riempie di olio liquido e scende. Durante il processo di piegatura, l'olio idraulico entra nel cilindro ausiliario, in modo che il cursore generi una deflessione verso il basso per la compensazione.
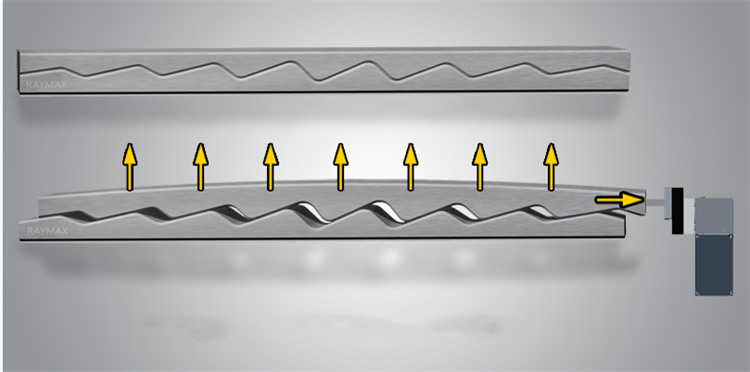
Installare il cilindro idraulico ausiliario nella parte inferiore del piano di lavoro. Durante il processo di piegatura genera una forza verso l'alto sul piano di lavoro, che costituisce il sistema di bombatura automatica.
Il dispositivo di compensazione della pressione è composto da diversi piccoli cilindri dell'olio. composto da un cilindro dell'olio, una scheda madre, una piastra ausiliaria e un perno e un cilindro di compensazione è posto sul piano di lavoro, ed è formato un sistema di compensazione della pressione con una valvola di sfogo proporzionale.
Quando si lavora. la piastra ausiliaria supporta il cilindro dell'olio, il cilindro dell'olio sostiene la scheda madre. supera appena la deformazione del cursore e del piano di lavoro. Il dispositivo convesso è controllato da un sistema a controllo numerico, in modo che il precarico possa essere determinato in base allo spessore della piastra, all'apertura dello stampo e alla resistenza alla trazione del materiale durante la piegatura di diversi materiali in lamiera.
Il vantaggio della bombatura idraulica è che può realizzare la compensazione della deflessione per la deformazione variabile continua con una grande flessibilità di compensazione, ma ci sono alcuni svantaggi di una struttura complessa e di costi relativamente elevati.

2. Bombatura meccanica
La bombatura meccanica è una sorta di nuovo metodo di compensazione della deflessione, generalmente utilizzato con una struttura a cuneo obliquo triangolare.
Il principio è che il blocco a cuneo a due triangoli con angoli a, il cuneo superiore che si muove i fisso nella direzione x.può muoversi solo nella direzione y. Quando il cuneo sposta la distanza lungo la direzione x, il cuneo superiore si sposta verso l'alto della distanza h sotto la forza del cuneo inferiore. che è il principio della bombatura meccanica.
Per quanto riguarda la struttura di compensazione meccanica esistente. due piastre di sostegno sono posizionate per tutta la lunghezza sul piano di lavoro, le piastre superiore e inferiore sono collegate tramite la molla a tazza e i bot. Le piastre superiore e inferiore sono costituite da una serie di cunei obliqui con diverse inclinazioni, attraverso l'azionamento del motore per renderle relativamente mobili, formanti e curve ideali per una serie di posizioni convesse.

prodotti correlati
 Come scegliere il tonnellaggio della pressa idraulica
Come scegliere il tonnellaggio della pressa idraulica- Come calcolare l'indennità di piegatura per la pressa piegatrice
- Perché aggiungere un sistema di compensazione a una pressa piegatrice
- la fiera di Canton
- Cina Pressa piegatrice da 40 tonnellate
- Regole di funzionamento sicuro della pressa idraulica
- I 10 migliori produttori di presse elettriche in Cina
- Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?
- Come scegliere lo stampo adatto per la piegatrice per presse piegatrici
- Sequenza di piegatura convenzionale e specifica dell'uso quotidiano dello stampo della piegatrice