1. Capire il processo di piegatura: fatti semplici

Distanza di piegatura = Angolo * (T/ 180)*(Raggio + fattore K *Spessore)Compensazione di piegatura = Distanza di piegatura-(2 * Arretramento)
Interno arretrato = marrone chiaro (Angolo / 2) *Raggio Esterno arretrato = marrone chiaro (Angolo / 2)*(Raggio + Spessore)

1) Il raggio ottenuto su una parte piegata influisce sulla lunghezza a cui dobbiamo tagliare quella parte (prima della piegatura).
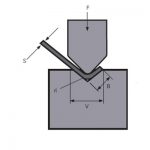
2) Il raggio ottenuto alla piegatura dipende per il 99% dall'apertura a V con cui scegliamo di lavorare.
Prima di progettare il pezzo e sicuramente prima di iniziare a tagliare i pezzi grezzi, DEVE sapere ESATTAMENTE quale apertura a V utilizzeremo per piegare il pezzo sulla pressa piegatrice.

2. In che modo il raggio influisce sugli spazi vuoti
un raggio maggiore "spingerà" le gambe della nostra parte verso l'esterno, dando l'impressione che il grezzo sia stato tagliato "troppo lungo".
un raggio più piccolo richiederà un pezzo grezzo che deve essere tagliato "un po' più lungo" che se il raggio fosse maggiore.

3. Indennità di piegatura

Gli spazi vuoti spiegati della figura sopra sarebbero calcolati come segue:
B = 150 + 100 + 60 + BA1 + BA2
Come calcolare BA1 e BA2:
Calcolo della tolleranza di flessione
La porzione che dobbiamo ridurre da entrambe le gambe una volta sovrapposte diventando piatte, è ciò che comunemente conosciamo come "indennità di piega" (o BA nell'equazione).

Formula dell'indennità di flessione
Formula BA per curve fino a 90°

Formula BA per curve da 91° a 165°

iR= Raggio interno
S=spessore
Β = angolo
Π = 3,14159265….
K = fattore K
fattore K
Quando si piega su una pressa piegatrice, la parte interna della lamiera viene compressa mentre la parte esterna viene estesa.
Ciò significa che c'è una parte del foglio in cui le fibre non sono né compresse né estese. Chiamiamo questa porzione "asse neutro".

La distanza dall'interno della curva all'asse neutro è ciò che chiamiamo fattore K.
Questo valore viene fornito con il materiale che acquistiamo e non può essere modificato.
Questo valore è espresso in frazioni. Più piccolo è il fattore K, più l'asse neutro sarà vicino al raggio interno del foglio.

Fattore K = regolazione fine
Il fattore K influisce sul nostro grezzo aperto. Non tanto quanto il raggio della parte, ma possiamo considerarlo come un calcolo di messa a punto per i pezzi grezzi.
più piccolo è il fattore K, più materiale viene esteso e quindi “spinto fuori”…. il che significa che la nostra gamba diventerà "più grande".
Stima del fattore K
La maggior parte delle volte possiamo stimare e regolare il fattore K durante la messa a punto dei nostri calcoli in bianco.
tutto ciò che dobbiamo fare sono alcune prove (sulla V apertura scelta) e misurare il raggio del pezzo.
Nel caso in cui sia necessario determinare un fattore K più preciso, di seguito è riportato il calcolo per determinare il fattore K esatto per la propria curva.

Fattore K: una formula

Risolvendo l'esempio:
B = 150 + 100 + 60 +BA1 + BA2
Stima del fattore K
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Entrambe le curve sono di 90° o meno:

che significa:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
Perciò:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B = 296,8 mm
prodotti correlati
 Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?
Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?- Cos'è l'incoronazione della pressa piegatrice
- Come scegliere il tonnellaggio della pressa idraulica
- la fiera di Canton
- WILA Soluzione efficiente per piegare lastre medie e spesse
- Come scegliere lo stampo adatto per la piegatrice per presse piegatrici
- Sequenza di piegatura convenzionale e specifica dell'uso quotidiano dello stampo della piegatrice
- Perché aggiungere un sistema di compensazione a una pressa piegatrice
- Usa le abilità della piegatrice CNC
- Calcolo della forza di piegatura durante la piegatura libera della piegatrice per lamiera