Le piastre medie e spesse sono ampiamente utilizzate in vari campi come parti soggette a sollecitazioni, come bulldozer, escavatori, caricatori, vagoni ferroviari e altre macchine edili e locomotive. Le piastre medie e pesanti si riferiscono generalmente a piastre metalliche con uno spessore compreso tra 4,5 e 25 mm. I metodi di formatura di lamiere medie e pesanti includono principalmente: formatura con piegatura in pressa piegatrice, formatura con macchina di laminazione e formatura con pressa. La piegatura (piegatura) è un metodo di formazione di linee di prodotti ampiamente utilizzato e abbondante per lastre medie e spesse.
Le difficoltà della piegatura delle lastre sono i pezzi lunghi, l'alta pressione, la formatura difficile, la bassa efficienza e la precisione difficile da controllare. Il risultato finale della piegatura è un riflesso completo dei parametri del materiale, dei parametri di processo e dei parametri dello stampo. La progettazione ragionevole di questi parametri è la chiave per migliorare le prestazioni di piegatura di lamiere di medio e grosso spessore.

Il tonnellaggio della pressa piegatrice (macchina piegatrice della pressa piegatrice)
Il primo problema che deve affrontare la piegatura di lamiere medie e spesse è la selezione del tonnellaggio della piegatrice piegatrice e se la capacità portante dell'attrezzatura e dello stampo soddisfa i requisiti.
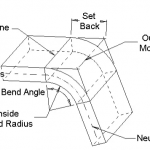
La forza F viene applicata dalla pressa piegatrice per guidare il movimento reciproco tra lo stampo superiore e quello inferiore, piegando così la lamiera. Per piegare lamiere in acciaio al carbonio a 90°, WILA fornisce il valore empirico del carico di sollecitazione della piastra, come mostrato nella Tabella 1. Quando lo spessore dell'acciaio al carbonio è 20 mm, è possibile selezionare la matrice inferiore con V=160 mm. In questo momento, il carico di forza della piegatrice è di 150 t/m.
F=forza per unità di lunghezza (t/m);
S= spessore materiale (mm);
ri= raggio di curvatura dell'angolo interno (mm);
V= dimensione apertura matrice inferiore (mm);
B= bordo flangia più corto (mm) );
alluminio: F×50%;
lega di alluminio: F×100%;
acciaio inossidabile: F×150%;
stampaggio e piegatura: F×(3~5)

Morsetto idraulico pesante
I metodi portanti delle pinze idrauliche superiori WILA per impieghi gravosi includono il carico dall'alto e il carico sulla spalla e il carico massimo è rispettivamente di 250 t/m e 800 t/m. La superficie portante del dispositivo adotta la tecnologia di tempra a tempra profonda CNC. La durezza Rockwell è 56 ~ 60 HRC e la profondità di tempra è fino a 4 mm, che ha un'elevata durezza e una forte resistenza all'usura. La pinza idraulica utilizza un bloccaggio rapido idraulico e l'espansione del tubo flessibile idraulico guida il movimento del perno di bloccaggio in modo che lo stampo venga posizionato automaticamente e la linea di piegatura sia automaticamente centrata. Per uno stampo di piegatura con una lunghezza totale di 6 metri, sono necessari solo circa 5 secondi per il bloccaggio completo del bloccaggio idraulico e l'efficienza di utilizzo completa è 3~6 volte superiore a quella del normale sistema di bloccaggio manuale.

Banco da lavoro per la compensazione di macchinari pesanti
Per la piegatura di lamiere di medio e grosso spessore, la nuova versione WILA della tavola di compensazione meccanica per impieghi gravosi può non solo soddisfare facilmente i requisiti di carico, ma anche compensare la flessione e la deformazione della piegatrice. Il banco da lavoro di compensazione meccanica adotta il bloccaggio idraulico, la precisione della superficie può raggiungere ± 0,01 mm, la durezza Rockwell è di 56 ~ 60 HRC e la profondità di tempra è fino a 4 mm. Il banco da lavoro di compensazione meccanica adotta l'interfaccia di installazione UPB universale di WILA, che è facile da installare e ha una maggiore precisione. Ha anche le proprie regolazioni della direzione Tx e Ty, che possono garantire che il banco di lavoro e il registro posteriore rimangano paralleli nelle direzioni anteriore e posteriore e possono eseguire la correzione della deviazione angolare locale.

Matrice/attrezzature per piegatura pesante
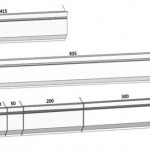
A causa dello spessore della lamiera, lo stampo inferiore con apertura maggiore (V24~V300) e lo stampo con maggiore capacità portante sono generalmente scelti per la piegatura di lamiere di medio e grosso spessore. Le dimensioni complessive dello stampo sono generalmente elevate e il peso dello stampo ha superato la normale capacità di movimentazione dell'operatore. Con l'aiuto di cuscinetti a rulli, la tecnologia brevettata WILA E2M (Easy to Move) consente agli operatori di spostare stampi di piegatura pesanti in modo comodo, sicuro e rapido, risparmiando notevolmente i tempi di sostituzione degli stampi e di regolazione della macchina.
Possono essere forniti stampi di piegatura con varie forme di coltello e aperture inferiori dello stampo che soddisfano le esigenze dei clienti, come coltelli dritti, scimitarre a collo d'oca, stampi per filetti e stampi multi-V. Attraverso la rettifica precisa delle parti chiave, la precisione dimensionale dello stampo raggiunge ±0,01 mm. Attraverso l'elaborazione della tecnologia di tempra e tempra profonda CNC, la durezza dello stampo può raggiungere 56 ~ 60 HRC e la profondità dello strato temprato può raggiungere i 4 mm.

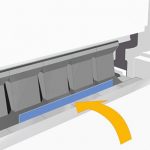
Per la piegatura di lamiere di medio e grosso spessore con diversi spessori di lamiera, WILA fornisce anche stampi Multi-V, disponibili in due forme: porta V regolabile automatica e porta V regolabile manuale, come mostrato in Figura 6. Tramite il motore a controllo numerico o il blocco di regolazione, la dimensione dell'apertura a V dello stampo inferiore può essere regolata arbitrariamente in base alle caratteristiche della piastra, che è particolarmente adatta per piegare lamiere medie e spesse con alto rimbalzo e alta resistenza. Allo stesso tempo, lo stampo Multi-V è dotato di rulli temprati con un basso coefficiente di attrito, che possono ridurre notevolmente le pieghe esterne delle parti piegate e, allo stesso tempo, possono ridurre la piegatura del 10% ~ 30% rispetto a il tradizionale stampo inferiore.

prodotti correlati
 Come scegliere il tonnellaggio della pressa idraulica
Come scegliere il tonnellaggio della pressa idraulica- Usa le abilità della piegatrice CNC
- Il principio di funzionamento e la composizione della piegatrice per presse piegatrici CNC
- Come scegliere lo stampo adatto per la piegatrice per presse piegatrici
- Sequenza di piegatura convenzionale e specifica dell'uso quotidiano dello stampo della piegatrice
- Perché aggiungere un sistema di compensazione a una pressa piegatrice
- Come calcolare l'indennità di piegatura per la pressa piegatrice
- Cina Pressa piegatrice stampo
- Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?
- Vantaggi e svantaggi della pressa piegatrice