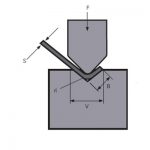
La piegatrice pressa piegatrice esegue principalmente la piegatura rettilinea della lamiera. Utilizzando semplici stampi e apparecchiature di processo, la lamiera può essere pressata in una determinata forma geometrica e può anche essere lavorata mediante allungamento, punzonatura, punzonatura e pressatura di ondulazione. Nella produzione attuale, la pressa piegatrice CNC viene utilizzata principalmente per realizzare la piegatura di varie forme geometriche di scatole metalliche, gusci di scatole, travi a forma di U e rettangoli. La sua lavorazione presenta i vantaggi di un'elevata rettilineità di flessione, assenza di segni sui denti, assenza di desquamazione, assenza di rughe, ecc.
Con il continuo sviluppo della tecnologia di produzione delle piegatrici CNC, i suoi vantaggi come l'elevata precisione di posizionamento, la praticità, la compensazione dei disturbi da attività zero e la buona consistenza dei prodotti lavorati sono diventati sempre più favoriti dalla maggior parte delle aziende produttrici di lamiere. Tuttavia, con desideri limitati, come utilizzare al meglio la piegatrice e sfruttare appieno le sue funzioni e vantaggi è diventato un problema a cui i produttori che utilizzano la piegatrice piegatrice CNC prestano attenzione e che devono urgentemente risolvere. Nel processo di produzione e utilizzo a lungo termine, Zhongrui ha ampliato efficacemente le funzioni della piegatrice e accumulato esperienza attraverso l'aggiunta di attrezzature ausiliarie, la trasformazione di stampi esistenti e l'uso flessibile del sito. Questo articolo prende come esempio la pressa piegatrice CNC DA66T di Zhongrui e introduce le abilità nell'uso in dettaglio.
Aggiungi strumenti ausiliari
Se si desidera rendere la pressa piegatrice flessibile e facile da usare, l'aggiunta di utensili ausiliari è essenziale. L'aumento degli utensili ausiliari non solo può ampliare la gamma di lavorazione della piegatrice CNC, ma anche migliorare l'efficienza di elaborazione.
1) Piastra di transizione (piastra centrale assistita per stampo rapido)
L'altezza di apertura della piegatrice si riferisce alla distanza tra il piano di lavoro superiore e quello inferiore. Poiché la piegatrice CNC DA66T ha un'altezza di apertura maggiore, considerare l'utilizzo di un'apertura ampia per espandere il campo di lavorazione. Come mostrato nella Figura 1, l'aggiunta di un'altra piastra di transizione alla piastra di transizione originale può aumentare l'altezza di piegatura laterale del pezzo (fino a 85 mm), in modo da poter eseguire lavorazioni profonde con bordi di piegatura laterali più alti. La scheda di transizione fatta in casa può personalizzare la larghezza della scheda di transizione in base alle proprie parti comuni ed è più adatta per la lavorazione di parti di piccola larghezza con bordi di piegatura più alti su entrambi i lati.

2) Angolo del pannello frontale
Come mostrato in Figura 2, la parte anteriore della macchina è dotata di un angolo, che può posizionare piccole parti e ridurre i tempi di presa delle parti. Allo stesso tempo, viene installato un piccolo tavolo da lavoro per facilitare la lavorazione e la raccolta di piccoli pezzi.

Sfrutta appieno lo stampo
L'uso della pressa piegatrice CNC si basa principalmente sugli stampi superiore e inferiore. Se il numero di stampi è ridotto e l'applicazione non è flessibile, il campo di lavorazione della macchina utensile sarà notevolmente limitato. Pertanto, in condizioni fisse, come massimizzare la funzione dello stampo esistente attraverso una combinazione ottimizzata e una trasformazione parziale è un problema a cui ogni utente di macchina utensile deve pensare. Quella che segue è la funzione di espansione che usiamo in uso cambiando lo stampo della piegatrice CNC Introduzione.
1) Punta abrasiva matrice superiore R
Quando lo stampo superiore viene utilizzato per lungo tempo, la sua usura della punta cambierà in modo irregolare. L'altezza dello stampo cambia e la precisione di piegatura non può essere garantita. Molando, correggendo la punta R e facendo combaciare con una scanalatura a V più grande, è possibile piegare lastre spesse. Ciò prolunga la durata dello stampo.
2) Cambiare gli stampi di scarto per ottenere il livellamento
In assenza di uno stampo di piegatura composito, la soluzione del problema di formatura di come pressare il bordo morto è un esempio. Il bordo morto è una forma piegata in cui due strati si sovrappongono e viene solitamente utilizzato per il rinforzo. Generalmente, la scheda oltre i 2 mm non ha quasi nessun bordo morto di stampa. Premere il bordo morto deve essere formato da uno stampo di piegatura composto e deve essere diviso in più di due processi per essere formato.
Il metodo comunemente utilizzato consiste nell'utilizzare una matrice di piegatura composta, come mostrato nella Figura 3. Nella prima fase, il materiale viene piegato a 30° e nella seconda fase, l'angolo di piegatura di 30° viene posizionato all'estremità anteriore della stampo composto e il materiale viene piegato in un bordo morto. Ma non abbiamo una matrice di piegatura composita, solo una matrice di piegatura ad angolo acuto di 30°. Completare il primo passaggio della matrice di piegatura in composito con lo stampo esistente e il secondo passaggio può trovare solo un altro metodo. Nella seconda fase, gli stampi superiore e inferiore sono entrambi piatti. Dopo l'analisi, la parte centrale dello stampo inferiore a doppia scanalatura a V esistente può essere utilizzata come parte piana e lo stampo superiore cerca un piano. Estrarre lo stampo superiore scartato esistente e rettificare il bordo del coltello in uno stile piatto, risolvendo così il problema di formazione del bordo morto della pressa.

Utilizzando questo set di stampi modificati può anche essere appiattito. Nella lavorazione vera e propria, gli operatori delle macchine utensili a volte commettono errori, inclusi bordi di piegatura o dimensioni di piegatura non uguali. Nel caso in cui le esigenze di superficie del pezzo non siano elevate, è un peccato raschiare il pezzo, solo per appiattire il bordo di piegatura. Il knockout è molto laborioso, ma può essere facilmente livellato utilizzando la combinazione di stampi sopra. Le parti possono essere facilmente pressate a mano sugli stampi superiore e inferiore, quindi le parti vengono appiattite dalla piegatrice CNC.
Abilità durante il funzionamento
1) Posizionamento stampi di piegatura e materiali di lavorazione
Quando si organizza il piano, è necessario considerare i seguenti fattori:
un. Disporre materiali dello stesso spessore insieme;
B. Disporre insieme gli stampini dello stesso modello;
C. Stampi di forma simile sono disposti insieme.
Ciò può ridurre il tempo e la frequenza della sostituzione dello stampo.
2) Posizionamento ad angolo retto di parti strette e piccole
Quando la parte piegata è stretta e lunga, non è facile da individuare. Durante la lavorazione capita spesso che il posizionamento post-decisione, e la parte piegata, sia facilmente inclinabile. Pertanto, utilizzando il metodo utilizzato nella Figura 4, lo stampo viene incollato allo stampo inferiore per garantire un angolo retto. Quando si piega in questo modo, la parte non è facile da inclinare.

3) Piegatura di parti triangolari
Quando le parti piegate sono piegate, le parti ad angolo acuto non sono facili da avvicinare alla regola posteriore. Generalmente, quando la dimensione più piccola L ≤10 mm immediatamente arretrata è da considerare il dispositivo di posizionamento. Nel lavoro reale, è facile trascurare il design e il processo e spesso si verificano problemi di questo tipo. Durante la lavorazione, in base alle dimensioni del pezzo, si determina che un pezzo unico sia allineato con lo stampo di piegatura e il pezzo doppio sia allineato al supporto.
4) Aggiungere la piastra sottile R
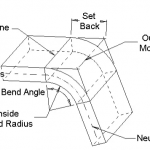
A causa delle diverse esigenze dei clienti, anche il valore R richiesto sul bordo di piegatura è diverso. Nel processo di lavorazione, per le parti che non richiedono un'elevata precisione dimensionale, utilizzare una piastra di supporto per aumentare il valore R in modo da ottenere il valore R richiesto dopo la piegatura. Secondo i requisiti di progettazione, R si riferisce alla relazione tra V e R interna per selezionare lo spessore della piastra e piegarla nella forma mostrata nella Figura 5. Quando è in uso, utilizzare un morsetto per bloccare lo stampo superiore. Questo metodo è facile da usare e può essere utilizzato in più livelli.

5) Impostazioni di una parte singola e di più stampi
Zhongrui ha utilizzato la piegatrice CNC DA66T con 2 cilindri idraulici come dimostrazione. Provata la configurazione multistampo mostrata in Figura 6, ovvero gli stampi superiore e inferiore dello stesso modello sono installati in sezioni contemporaneamente, il che può completare la lavorazione di più pieghe dell'intero pezzo, riducendo i tempi di installazione dello stampo e manipolazione ripetuta delle parti. Attualmente è apparso sul mercato lo stampo superiore a curvatura di uguale altezza. L'altezza dello stampo superiore è tutta uniforme e sullo stesso tavolo si possono utilizzare anche stampi di forme diverse. In questo modo è possibile eseguire la piegatura a segmenti di diversi stampi.

6) Record di programma delle parti tipiche
Dopo che i pezzi tipici sono stati elaborati, i parametri di lavorazione devono essere registrati nel tempo e il programma deve essere archiviato nell'area di stoccaggio della piegatrice con il numero di disegno del pezzo, in modo che possa essere riutilizzato in futuro, riducendo notevolmente una serie di preparati prima della piegatura. È inoltre possibile creare una tabella, che contiene le impostazioni specifiche del nome della parte, il numero del disegno, la grafica, il materiale e i parametri di piegatura. Il tavolo è diviso in lastre di acciaio, lastre di alluminio e lastre di acciaio inossidabile. Ogni tipo si distingue per lo spessore del materiale. Il tempo necessario per trovare le parti tipiche sarà ridotto. Se combinata con la scheda di processo, questa è un'istruzione di elaborazione molto completa. Anche i nuovi dipendenti con poca esperienza possono seguire le istruzioni per elaborare le parti.
7) La lunghezza dello stampo non è sufficiente per piegarsi in sezioni
Nella lavorazione in loco capita spesso che la lunghezza dello stampo sia inferiore al bordo di piegatura. Poiché molti stampi speciali sono determinati in base all'uso di prodotti fissi, il metodo di piegatura segmentata viene utilizzato quando la lunghezza dello stampo è inferiore al bordo di piegatura. Quando la lunghezza dello stampo è vicina al bordo di piegatura, strappare il bordo perpendicolare al bordo di piegatura, quindi piegare il bordo di piegatura alla dimensione richiesta in sezioni. La figura 7a è la metà sinistra della parte piegata e la figura 7b è la metà destra della parte piegata.

8) Usando il perno sul calibro posteriore per posizionare
Quando la dimensione della parte piegata è grande e si utilizza il calibro posteriore per posizionare, le parti spesso affondano a causa del proprio peso, la parte tenuta in mano è corta e l'operatore non è facile tenere il pezzo in lavorazione. Al fine di garantire il livello delle parti, è necessario disporre un operatore sul righello posteriore per tenere le parti a livello manuale. Pertanto, durante la lavorazione di tali parti, è necessario disporre 2 operatori. Nel lavoro, si scopre che il calibro posteriore può essere abbassato a una certa dimensione e le borchie sul calibro posteriore vengono utilizzate per il posizionamento e le parti sono posizionate orizzontalmente sul calibro posteriore. Ciò non solo riduce il numero di operatori, ma garantisce anche efficacemente la precisione di lavorazione.
9) Piegatura profonda di forma chiusa
Nella lavorazione vera e propria, è possibile utilizzare in modo flessibile la lavorazione di piegatura a forma chiusa profonda. In assenza di una matrice di piegatura profonda di tipo chiuso, quando si piegano i pezzi come mostrato in figura 7, viene adottato lo stato di bloccaggio mostrato in figura 8. Separare la scheda di transizione, la distanza è leggermente maggiore della larghezza della parte e la dimensione è allocata in modo ragionevole e due parti possono essere piegate alla volta.

I metodi e le tecniche di lavorazione sopra introdotti possono risolvere i problemi di lavorazione di un gran numero di parti simili nei prodotti e sono molto adatti per lo sviluppo di prodotti con molteplici varietà, piccoli lotti e cicli di produzione brevi. Attraverso questi metodi, non solo è possibile risparmiare la spesa dei costi di attrezzaggio, ma anche il ciclo di produzione e lavorazione può essere ridotto, il costo di produzione è ridotto e la qualità del prodotto è migliorata. Questi metodi di lavorazione e abilità d'uso possono essere applicati e promossi anche su presse piegatrici CNC con strutture simili.
prodotti correlati
 Come scegliere il tonnellaggio della pressa idraulica
Come scegliere il tonnellaggio della pressa idraulica- WILA Soluzione efficiente per piegare lastre medie e spesse
- Come scegliere lo stampo adatto per la piegatrice per presse piegatrici
- Sequenza di piegatura convenzionale e specifica dell'uso quotidiano dello stampo della piegatrice
- Perché aggiungere un sistema di compensazione a una pressa piegatrice
- Il principio di funzionamento e la composizione della piegatrice per presse piegatrici CNC
- Cina Pressa piegatrice stampo
- Come calcolare l'indennità di piegatura per la pressa piegatrice
- Cos'è l'incoronazione della pressa piegatrice
- 2021 Guida definitiva alla macchina per freni in metallo