Presentare brevemente il processo produttivo del lavello in acciaio inox. La produzione di lavelli in acciaio inox comprende generalmente la selezione delle materie prime, dei processi produttivi, del trattamento delle superfici, ecc. Generalmente sono richieste queste tre fasi, di cui la selezione delle materie prime ei processi di produzione e trattamento sono i più importanti.
Selezione delle materie prime
Attualmente, i materiali in acciaio inossidabile comunemente usati dai produttori domestici di lavelli in acciaio inossidabile sono piastre in acciaio inossidabile spesse 0,8-1,0 mm, che sono le più adatte per la produzione di lavelli. Se la piastra è troppo sottile, influirà sulla durata e sulla resistenza del lavello. Se il piatto è troppo spesso, è facile danneggiare le stoviglie lavate.

Processo produttivo
Esistono due principali processi di trattamento per lavelli in acciaio inossidabile: saldatura e formatura unica.
1. Metodo di saldatura
Il metodo di saldatura consiste nel perforare separatamente la superficie della scanalatura e il corpo della scanalatura, quindi collegare i due mediante saldatura e riempire e lucidare la superficie della saldatura. In genere non vi sono tracce di saldatura sull'aspetto frontale. Questo metodo di produzione e lavorazione è semplice e può essere ottenuto con piccole attrezzature per punzonatrici e stampi semplici. Generalmente vengono utilizzate piastre in acciaio inossidabile da 0,5-0,7 mm. Questo metodo di lavorazione ha meno perdite durante il processo di produzione e il costo è relativamente basso. Pertanto, il prezzo del lavello in acciaio inossidabile prodotto con questo metodo è relativamente basso. Ora, fintanto che si tratta di un prodotto di un normale produttore, il processo di saldatura viene saldato mediante saldatura a resistenza d'onda a controllo numerico e la qualità viene superata. Ci sono due modi:
1) La prima è la saldatura circostante della vasca e del pannello, detta anche saldatura continua (saldatura del fondo).
Il suo vantaggio è il suo bell'aspetto. Dopo un trattamento rigoroso, non è facile trovare saldature e la superficie del lavello è piatta e liscia. Lo svantaggio è che alcuni consumatori dubitano della sua robustezza. Infatti, l'attuale tecnologia di saldatura comprende principalmente la saldatura sub-arco e la più avanzata saldatura a resistenza a controllo numerico, e la qualità è passata. Lo svantaggio di questo metodo di saldatura è che consuma troppo materiale e deve perforare due lamiere di acciaio.
2) L'altro è la saldatura di testa di due vasche singole in una, detta anche saldatura di testa.
Il vantaggio è che il bacino e il pannello sono allungati e formati integralmente, il che è forte e durevole. Lo svantaggio è che le tracce di saldatura sono facili da vedere e la planarità è leggermente peggiore. Infatti, alcuni cosiddetti lavelli a doppia vasca a un gradino non sono stampati da un unico pezzo di materiale ma sono saldati su misura da due vasche singole. Al momento dell'acquisto, puoi prestare attenzione al giunto di saldatura che si trova al centro dei due lavelli, che può essere visto dal retro. Un piatto è perforato in due lavandini. Non esiste una tale tecnologia al mondo. La cosa più difficile da fare per la pentola saldata di testa è garantire la superficie piana della pentola. Se può essere garantito, allora è davvero il modo migliore. Poiché utilizza lo stesso materiale dello stretching complessivo, può anche risolvere il problema dello stretching dello stretching congiunto.
La qualità della saldatura del lavello è il fattore più critico che influisce sulla vita del lavello. Una buona saldatura può prevenire la ruggine e la dissaldatura. La saldatura deve essere liscia, liscia, a tenuta, priva di false saldature, punti di ruggine e bave. Tutti i lavabi doppi la cui profondità supera i 18 cm sono saldati. Poiché il serbatoio a doppia vasca è allungato di oltre 18 cm contemporaneamente (la profondità del serbatoio, non l'altezza totale del serbatoio e il lato del serbatoio)), è la profondità limite della tecnologia di elaborazione.
2. Metodo di allungamento integrale formato una sola volta (utilizzato principalmente per scanalature singole)
Questo metodo di lavorazione dei lavelli in acciaio inossidabile è costituito da un intero foglio di materiale, che richiede attrezzature e stampi di lavorazione relativamente elevati. Poiché la formatura una tantum richiede un'elevata qualità e duttilità della lamiera, generalmente viene perforata con una lamiera di acciaio inossidabile di 0,8-1 mm di spessore. Utilizzare stampi integrali e attrezzature per punzonatrici importate. A causa della grande perdita di taglio del bordo del foglio nella produzione del metodo di stampaggio one-shot e dell'elevato investimento in stampi e attrezzature, il costo è elevato. Pertanto, il lavello in acciaio inossidabile prodotto con questo metodo è più costoso.
Il processo di produzione dello stampaggio una tantum è molto popolare e il suo processo di produzione è difficile. Questo tipo di tecnologia di produzione è molto impegnativo e il processo di formatura in un unico pezzo è un processo particolarmente importante, che richiede un materiale in lamiera d'acciaio elevato. Ha risolto il problema delle perdite causato dalla saldatura del corpo vasca che la saldatura non può resistere alla corrosione di vari liquidi chimici (come detersivo, pulitore inox, ecc.). Ma ci sono molte carenze nello sciacquare un piatto in un lavandino, come ad esempio:
1) Lo spessore complessivo del lavello formato è irregolare, relativamente sottile, per lo più circa 0,7 mm. Questa tecnologia non è stata superata al momento, il fondo del lavandino è troppo sottile e lo spessore migliore del bacino dovrebbe essere 0,8-1,0 mm.
2) Il lavandino non può essere troppo profondo. Poiché è troppo profondo, il muro del lavandino sarà troppo sottile e rotto e l'acqua troppo bassa spruzzerà facilmente, il che è problematico da usare.
3) I serbatoi dell'acqua di allungamento richiedono generalmente una ricottura ad alta temperatura, di solito a una temperatura superiore a 1200 gradi. Dopo tale trattamento, la rigidità del serbatoio dell'acqua è naturalmente indebolita e la durezza del serbatoio dell'acqua è decisamente compromessa.
4) In termini di trattamento del bordo, la vasca tesa complessiva è generalmente una flangiatura monostrato. Da un lato, è molto possibile tagliare le mani dell'addetto all'installazione. La cosa più importante è che non ci sia "nervatura di rinforzo" e il peso non sia abbastanza buono. Allo stesso tempo, è difficile ottenere l'effetto di sigillare l'acqua.
5) È difficile che il pannello estensibile sia piatto.
6) Il costo è troppo alto. A causa degli elevatissimi requisiti di materiali e processi, il costo di una singola vasca è praticamente aumentato.
Il vantaggio del lavello di formatura monouso è che il materiale è migliore di quello della vasca saldata, il processo è complicato e la lavorazione è difficile. Il processo di saldatura del lavello è semplice e la piastra non è formata bene in una volta, ma il prezzo relativo è un po 'più economico e anche lo spessore della piastra inferiore è più spesso di quello della formatura una tantum. In poche parole, non c'è differenza nell'uso tra un lavello saldato e un lavello monoblocco. Tuttavia, per motivi di processo, il lavello integrato in acciaio inossidabile non può essere realizzato troppo in profondità e c'è un problema di schizzi d'acqua. Il vantaggio più evidente del lavello integrato è che non perderà problemi a causa della fessura di saldatura della vasca non corrosa da una varietà di liquidi chimici (come detersivi, detergenti per acciaio inossidabile, ecc.). Ma questo vantaggio non ha più alcun vantaggio a causa del lungo periodo di garanzia.
Trattamento della superficie
Attualmente esistono quattro tipi di trattamenti superficiali per lavelli in acciaio inossidabile: uno è satinato (spazzolato), l'altro è sabbiato (superficie argento perla opaco), il terzo è lucidatura (specchio) e il quarto è goffratura.
1. Glassa (trafilatura)
Attualmente, il processo di trattamento superficiale più utilizzato nell'industria della lavorazione dei lavelli in acciaio inossidabile è la glassa (trafilatura). Alcuni produttori eseguono il processo di glassa in modo abbastanza semplice e anche il costo è basso. Basta usare la mola per lucidare. Tali clienti non hanno requisiti molto elevati sulla superficie del materiale. Un piccolo difetto superficiale viene eliminato dopo averla lucidata più volte.
Al momento, alcune unità di distribuzione di acciaio inossidabile a Wuxi e Zhejiang hanno introdotto apparecchiature per la macinazione dell'olio a rulli interi, che aumentano la soglia per le imprese di lavorazione dei lavelli in acciaio inossidabile. Necessità di prestare maggiore attenzione alla qualità della superficie del prodotto. Naturalmente, la fresatura a olio dell'intero rotolo è anche una prova della qualità superficiale del materiale, compreso lo stile di lavorazione della superficie richiesto dal cliente, la direzione della trama, ecc. I difetti che si manifestano facilmente in questa lavorazione processo sono la banda di differenza di colore, il modello di vibrazione e la rientranza e la profondità del modello causati dall'arresto o dal cambio del nastro durante la lavorazione.
2. Sabbiatura (superficie argento perla opaco)
L'effetto del lavello in acciaio inox dopo la sabbiatura è opaco perla. Il suo vantaggio è che non si attacca all'olio ed è molto bello. Questo processo di trattamento delle superfici è molto popolare e alla moda in Europa. Nel trattamento superficiale di alcuni elettrodomestici, quasi tutti i produttori esportatori adottano questo stile di lavorazione. La sabbiatura utilizza principalmente perle di vetro di granigliatura e quindi il trattamento chimico della superficie.
3. Lucidatura (a specchio)
La lucidatura (a specchio) è uno stile di trattamento superficiale ampiamente utilizzato nei primi giorni. Tuttavia, sia che si basasse sulla lucidatura manuale all'inizio o sulla lucidatura meccanica in seguito, era la ricerca di una superficie liscia e riflettente. Più la superficie è piatta, maggiore è il grado di riflessione. La lucidatura ha requisiti elevati sul materiale stesso e la qualità della superficie è difficile da controllare durante la lavorazione ed è anche la più facile da graffiare. E dopo molto tempo, l'effetto specchio è scomparso.
4. Goffratura
Lo stile goffrato è realizzato in materiale goffrato. Non ci sono scorte di questo materiale nelle acciaierie domestiche e la tecnologia di produzione di questo materiale non è disponibile per gli stabilimenti interamente siderurgici, quindi il suo costo è relativamente alto. Il materiale goffrato è molto resistente all'usura. Personalmente penso che se la popolarità di questo materiale può essere popolare quanto altri materiali trattati in superficie, sarà riconosciuta anche dal mercato.

Il processo di formatura specifico del lavello in acciaio inossidabile
1. Formatura per stiramento
1) Macchina: utilizzare generalmente una pressa idraulica di tonnellaggio maggiore (200T) o superiore per allungare la lastra.
2) Muffa: l'angolo non dovrebbe essere troppo dritto, generalmente direttamente sopra φ10, la struttura dovrebbe essere ragionevole.
3) Materiale: generalmente, lo spessore della piastra deve essere compreso tra 0,8 e 1,0 mm. Se supera questo intervallo, anche una pressa idraulica da 500 t sarà debole.
4) Trattamento termico: l'intero serbatoio dell'acqua allungato generalmente necessita di un trattamento di ricottura ad alta temperatura, solitamente a una temperatura superiore a 1200 gradi, per eliminare lo stress interno dopo l'allungamento.
5) Trattamento superficiale: trafilatura, lucidatura, lucidatura (generalmente liscia).
6) Processo: dopo aver aggiunto l'olio di trafilatura allo stampo, la piastra può essere allungata senza problemi, ricottura dopo la formatura e trattamento superficiale.
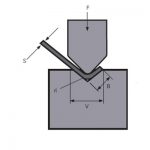
2. Stampaggio a mano
1) Macchina: utilizzare generalmente una piegatrice per presse piegatrici, una pressa idraulica per la formatura e una saldatrice ad arco di argon per la saldatura.
2) Infissi: piegatrici, stampi per presse idrauliche.
3) Materiale: poiché il processo adotta la flessione, lo spessore della piastra non è limitato e generalmente viene adottato uno spessore ragionevole in base all'economia.
4) Saldatura: in base allo spessore del materiale, è possibile selezionare diverse correnti di saldatura, ad esempio la corrente di saldatura inferiore a 220 A viene utilizzata per 1,2 mm.
5) Trattamento superficiale: trafilatura, lucidatura, lucidatura (generalmente liscia).
6) Processo: Generalmente, il foglio viene prima piegato e formato, quindi le cuciture laterali vengono saldate come una scatola di origami e infine viene eseguito il trattamento superficiale.
prodotti correlati
 Unisciti a noi per fare GRANDI AFFARI!
Unisciti a noi per fare GRANDI AFFARI!- Come utilizzare la cesoia a ghigliottina
- WILA Soluzione efficiente per piegare lastre medie e spesse
- Come scegliere lo stampo adatto per la piegatrice per presse piegatrici
- Di cosa sono fatte le matrici per presse piegatrici? Che cos'è l'utensileria per presse piegatrici?
- Sequenza di piegatura convenzionale e specifica dell'uso quotidiano dello stampo della piegatrice
- la fiera di Canton
- La cesoia a ghigliottina idraulica QC11Y 12x6000 mm è stata consegnata in Argentina
- I 10 migliori produttori di cesoie a ghigliottina
- 1000W 1500W 2000W Manuale Palmare Saldatore Laser In Fibra di Saldatura Laser Macchina Per Lamiera In Acciaio Inox